












 WAGO
WAGO
 АВТОМАТИКА (УЗМ)
АВТОМАТИКА (УЗМ)



 ЛАМПЫ НАКАЛИВАНИЯ
ЛАМПЫ НАКАЛИВАНИЯ


 МУЛЬТИМЕТРЫ
МУЛЬТИМЕТРЫ
 НОВЫЙ ГОД
НОВЫЙ ГОД








 ФОТОН
ФОТОН


| Артикул | Фото | Наименование | Упак. | Цена | Ваша цена | Ед.изм. | Купить | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|

|
Магнитный угольник-держатель для сварки набор 4 шт. на 4 кг REXANT
Набор магнитных угольников-держателей для сварки REXANT. Угольники предназначены для фиксации металлических деталей при сварке, пайке и сборке конструкций. Применяются для работы с круглыми и прямоугольными трубами, полосами, уголками, профилями, листовым, сплошным и другими видами металла. Угольник... подробнее в описании Цена: |
12-4830
Код товара: 326010 Код: 0 |
|
Магнитный угольник-держатель для сварки набор 4 шт. на 4 кг REXANT | 60 |
Стоимость доступна после авторизации
|
шт. |
Ваша цена:
Стоимость доступна после авторизации
|
||||||
|
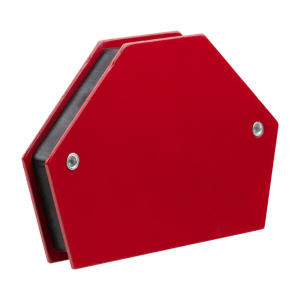
Магнитный угольник-держатель для сварки на 6 углов усилие 11,3 кг REXANT
Магнитный угольник-держатель для сварки на 6 углов, усилие 11,3 кг REXANT предназначен для фиксации металлических деталей при сварке, пайке и сборке конструкций. Применяется для работы с круглыми и прямоугольными трубами, полосами, уголками, профилями, листовым, сплошным и другими видами металла. Уг... подробнее в описании Цена: |
12-4831
Код товара: 366040 Код: 0 |
|
Магнитный угольник-держатель для сварки на 6 углов усилие 11,3 кг REXANT | 60 |
Стоимость доступна после авторизации
|
шт. |
Ваша цена:
Стоимость доступна после авторизации
|
||||||

|
Магнитный угольник-держатель для сварки на 6 углов усилие 22,6 кг REXANT
Магнитный угольник держатель для сварки на 6 углов, усилие 22,6 кг REXANT предназначен для фиксации металлических деталей при сварке, пайке и сборке конструкций. Применяется для работы с круглыми и прямоугольными трубами, полосами, уголками, профилями, листовым, сплошным и другими видами металла. Уг... подробнее в описании Цена: |
12-4832
Код товара: 366050 Код: 0 |
|
Магнитный угольник-держатель для сварки на 6 углов усилие 22,6 кг REXANT | 36 |
Стоимость доступна после авторизации
|
шт. |
Ваша цена:
Стоимость доступна после авторизации
|
||||||

|
Магнитный угольник-держатель для сварки на 6 углов усилие 34 кг REXANT
Магнитный угольник держатель для сварки на 6 углов, усилие 34 кг REXANT, предназначен для фиксации металлических деталей при сварке, пайке и сборке конструкций. Применяется для работы с круглыми и прямоугольными трубами, полосами, уголками, профилями, листовым, сплошным и другими видами металла. Уго... подробнее в описании Цена: |
12-4833
Код товара: 366060 Код: 0 |
|
Магнитный угольник-держатель для сварки на 6 углов усилие 34 кг REXANT | 18 |
Стоимость доступна после авторизации
|
шт. |
Ваша цена:
Стоимость доступна после авторизации
|
||||||

|
Клемма заземления типа «крокодил» 300 А 170 мм для сварки REXANT
Зажим "крокодил" для сварки 300А 170мм REXANT представляет собой электромеханическое устройство, предназначенное для оперативного соединения или разъединения контакта проводов при выполнении сварочных работ, измерительных работ или монтажа электрических и слаботочных ... подробнее в описании Цена: |
16-0053
Код товара: 439670 Код: 0 |
|
Клемма заземления типа «крокодил» 300 А 170 мм для сварки REXANT | 40 |
Стоимость доступна после авторизации
|
шт. |
Ваша цена:
Стоимость доступна после авторизации
|
||||||

|
Клемма заземления типа «крокодил» 500 А 200 мм для сварки REXANT
Зажим "крокодил" для сварки 500А 200мм REXANT представляет собой электромеханическое устройство, предназначенное для оперативного соединения или разъединения контакта проводов при выполнении сварочных работ, измерительных работ или монтажа электрических и с... подробнее в описании Цена: |
16-0055
Код товара: 439680 Код: 0 |
|
Клемма заземления типа «крокодил» 500 А 200 мм для сварки REXANT | 40 |
Стоимость доступна после авторизации
|
шт. |
Ваша цена:
Стоимость доступна после авторизации
|
||||||

|
Сварочный аппарат инверторный REXANT АС-160А
Инверторный сварочный аппарат REXANT АС-160А представляет собой компактный, надежный и удобный прибор для сварки MMA. Подходит для бытового и профессионального применения - для работы на строительных объектах, в гараже, в мастерской. Аппарат работает от сети 220 В. Данная модель имеет компактный кор... подробнее в описании Цена: |
11-0910
Код товара: 441430 Код: 0 |
|
Сварочный аппарат инверторный REXANT АС-160А | 2 |
Стоимость доступна после авторизации
|
шт. |
Ваша цена:
Стоимость доступна после авторизации
|
||||||

|
Сварочный аппарат инверторный REXANT АС-180А
Инверторный сварочный аппарат REXANT АС-180А представляет собой компактный, надежный и удобный прибор для сварки MMA. Подходит для бытового и профессионального применения - для работы на строительных объектах, в гараже, в мастерской. Аппарат работает от сети 220 В. Данная модель имеет компактный кор... подробнее в описании Цена: |
11-0911
Код товара: 441440 Код: 0 |
|
Сварочный аппарат инверторный REXANT АС-180А | 2 |
Стоимость доступна после авторизации
|
шт. |
Ваша цена:
Стоимость доступна после авторизации
|
||||||

|
Сварочный аппарат инверторный REXANT АС-200А
Инверторный сварочный аппарат REXANT АС-200А представляет собой компактный, надежный и удобный прибор для сварки MMA. Подходит для бытового и профессионального применения - для работы на строительных объектах, в гараже, в мастерской. Аппарат работает от сети 220 В. Данная модель имеет компактный кор... подробнее в описании Цена: |
11-0912
Код товара: 441450 Код: 0 |
|
Сварочный аппарат инверторный REXANT АС-200А | 2 |
Стоимость доступна после авторизации
|
шт. |
Ваша цена:
Стоимость доступна после авторизации
|
||||||

|
Сварочный аппарат инверторный REXANT АС-220А
Инверторный сварочный аппарат REXANT АС-220А представляет собой компактный, надежный и удобный прибор для сварки MMA. Подходит для бытового и профессионального применения - для работы на строительных объектах, в гараже, в мастерской. Аппарат работает от сети 220 В. Данная модель имеет компактный кор... подробнее в описании Цена: |
11-0913
Код товара: 441460 Код: 0 |
|
Сварочный аппарат инверторный REXANT АС-220А | 2 |
Стоимость доступна после авторизации
|
шт. |
Ваша цена:
Стоимость доступна после авторизации
|
||||||

|
Кабель гибкий сварочный КГтп-ХЛ 1х16 мм², длина 5 метров REXANT
Кабель силовой КГтп-ХЛ 1х16 конструктивно состоит из элементов: - Токопроводящая жила, скрученная из медных проволок (класс 5) по ГОСТ 22483-2012. - Слой из полиэтилентерефталатной пленки марки ПЭТ-Э. - Изоляция из резины типа РТИ-1 или РТИ-1-ХЛ на основе натурального и бутадиенового каучуко... подробнее в описании Цена: |
01-8411-5
Код товара: 501162 Код: 0 |
|
Кабель гибкий сварочный КГтп-ХЛ 1х16 мм², длина 5 метров REXANT | 5 м. |
Стоимость доступна после авторизации
|
шт. |
Ваша цена:
Стоимость доступна после авторизации
|
||||||

|
Электрод MP-3C REXANT, 350 мм/3 мм, пачка 1 кг
МР-3С Рутил-целлюлозные электроды ∅ 3 мм для сварки углеродистых и низкоуглеродистых сталей с временным сопротивлением 480 Мпа во всех пространственных положениях переменным и постоянным током любой полярности. ... подробнее в описании Цена: |
11-0950
Код товара: 501164 Код: 0 |
|
Электрод MP-3C REXANT, 350 мм/3 мм, пачка 1 кг | 1 |
Стоимость доступна после авторизации
|
шт. |
Ваша цена:
Стоимость доступна после авторизации
|
||||||

|
Электрод REXANT MP-3C, 350 мм/3 мм, пачка 5 кг
МР-3С Рутил-целлюлозные электроды ∅ 3 мм для сварки углеродистых и низкоуглеродистых сталей с временным сопротивлением 480 Мпа во всех пространственных положениях переменным и постоянным током любой полярности. ... подробнее в описании Цена: |
11-0951
Код товара: 501166 Код: 0 |
|
Электрод REXANT MP-3C, 350 мм/3 мм, пачка 5 кг | 1 |
Стоимость доступна после авторизации
|
шт. |
Ваша цена:
Стоимость доступна после авторизации
|
||||||

|
Электрод 450 мм MP-3C 4 мм пачка 3 кг
МР-3С Рутил-целлюлозные электроды ∅ 4 мм для сварки углеродистых и низкоуглеродистых сталей с временным сопротивлением 480 Мпа во всех пространственных положениях переменным и постоянным током любой полярности. ... подробнее в описании Цена: |
11-0952
Код товара: 501168 Код: 0 |
|
Электрод 450 мм MP-3C 4 мм пачка 3 кг | 1 |
Стоимость доступна после авторизации
|
шт. |
Ваша цена:
Стоимость доступна после авторизации
|
||||||

|
Электрод 450 мм MP-3C 4 мм пачка 5 кг
МР-3С Рутил-целлюлозные электроды ∅ 4 мм для сварки углеродистых и низкоуглеродистых сталей с временным сопротивлением 480 Мпа во всех пространственных положениях переменным и постоянным током любой полярности. ... подробнее в описании Цена: |
11-0953
Код товара: 501171 Код: 0 |
|
Электрод 450 мм MP-3C 4 мм пачка 5 кг | 1 |
Стоимость доступна после авторизации
|
шт. |
Ваша цена:
Стоимость доступна после авторизации
|
||||||

|
Клемма заземления магнитная 200 A REXANT
Магнитная клемма заземления 200 A REXANT применяется для подсоединения нулевого провода к свариваемой детали. Магнитный заземляющий блок предназначен для всех типов сварочных аппаратов при токах до 200 А. Отличается малыми габаритами, простой и быстрой установкой в любом пространственном положении. ... подробнее в описании Цена: |
12-4861
Код товара: 509840 Код: 0 |
|
Клемма заземления магнитная 200 A REXANT | 96 |
Стоимость доступна после авторизации
|
шт. |
Ваша цена:
Стоимость доступна после авторизации
|
||||||

|
Клемма заземления магнитная 500 A REXANT
Магнитная клемма заземления 500 A REXANT применяется для подсоединения нулевого провода к свариваемой детали. Магнитный заземляющий блок предназначен для всех типов сварочных аппаратов при токах до 500 А. Отличается малыми габаритами, простой и быстрой установкой в любом пространственном положении. ... подробнее в описании Цена: |
12-4863
Код товара: 509842 Код: 0 |
|
Клемма заземления магнитная 500 A REXANT | 24 |
Стоимость доступна после авторизации
|
шт. |
Ваша цена:
Стоимость доступна после авторизации
|
||||||

|
Магнитный угольник-держатель для сварки на 4 угла, усилие 11,3 кг REXANT
Магнитный угольник-держатель для сварки на 4 угла, усилие 11,3 кг REXANT, предназначен для фиксации металлических деталей при сварке, пайке и сборке конструкций. Применяется для работы с круглыми и прямоугольными трубами, полосами, уголками, профилями, листовым, сплошным и другими видами металла. У... подробнее в описании Цена: |
12-4839
Код товара: 509844 Код: 0 |
|
Магнитный угольник-держатель для сварки на 4 угла, усилие 11,3 кг REXANT | 60 |
Стоимость доступна после авторизации
|
шт. |
Ваша цена:
Стоимость доступна после авторизации
|
||||||

|
Магнитный угольник-держатель для сварки, отключаемый на 3 угла, усилие 11,3 кг REXANT
Магнитный угольник-держатель для сварки, отключаемый на 3 угла, усилие 11,3 кг REXANT, предназначен для фиксации металлических деталей при сварке, пайке и сборке конструкций. Применяется для работы с круглыми и прямоугольными трубами, полосами, уголками, профилями, листовым, сплошным и другими вида... подробнее в описании Цена: |
12-4835
Код товара: 509846 Код: 0 |
|
Магнитный угольник-держатель для сварки, отключаемый на 3 угла, усилие 11,3 кг REXANT | 24 |
Стоимость доступна после авторизации
|
шт. |
Ваша цена:
Стоимость доступна после авторизации
|
||||||

|
Магнитный угольник-держатель для сварки, отключаемый на 3 угла, усилие 23 кг REXANT
Магнитный угольник-держатель для сварки, отключаемый на 3 угла, усилие 23 кг REXANT, предназначен для фиксации металлических деталей при сварке, пайке и сборке конструкций. Применяется для работы с круглыми и прямоугольными трубами, полосами, уголками, профилями, листовым, сплошным и другими видами... подробнее в описании Цена: |
12-4836
Код товара: 509848 Код: 0 |
|
Магнитный угольник-держатель для сварки, отключаемый на 3 угла, усилие 23 кг REXANT | 24 |
Стоимость доступна после авторизации
|
шт. |
Ваша цена:
Стоимость доступна после авторизации
|
||||||
